
Die Herstellung von Pauken in Sachsen
im 17. und 18. Jahrhundert
Zusammensetzung und Herkunft des Kupfers für Sachsen
Hauptgrund des Kupfererzabbaus war die Silbergewinnung. Das Schwarzkupfer (angereichertes Kupfererz) hatte ein hohen Silberanteil (4-30%). Das Schwarzkupfer für die Verhüttung in der Saigerhütte Grünthal kam aus Schlema, Geyer, Annaberg, Katharinenberg , Freiberg, Ehrenfriedersdorf und Preslau und Neusohl (Ungarn). Selten wurden direkt Kupferkiese geliefert (aus Marienberg).
Die Produktion von Kupfer am Beispiel der Saigerhütte Grünthal (Kasper 1994)
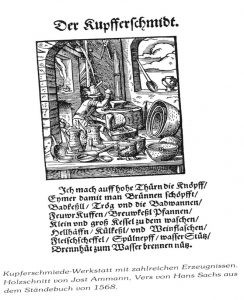
Erstmals wurde das Saigerverfahren um 1430 in der Schmelzhütte vor dem Frauentor bei Nürnberg durchgeführt. Dadurch stammten die meisten Hüttenmeister aus Nürnberg und waren Faktoren (Leiter) der Saigerhütten.
Die 5 Schritte bis zum schmiedbaren Kupfer:
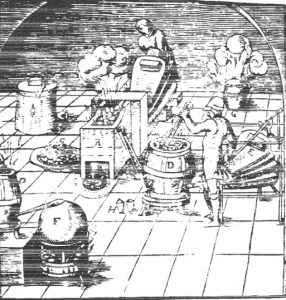
1) Probierstube nach Lazarus Erckers „Das große Probierbuch“, 1580 (Kasper 1994)
Probieren – ist das Feststellen auf den Metallgehalt (Silbergehalt) an einer kleinen Probe (Probeschmelzen). Der Preis des Schwarzkupfers richtete sich nach dem Silbergehalt, welcher 2-mal (in den Bergämtern und der Saigerhütte) „probiert“ wurde.
Frischen – ist der erste Schmelzprozess im Schachtofen nach dem zerkleinern, durch Zugabe von Holzkohle und Metalloxide (Bleiglätte). Dabei wird das Kupfer mit der 3-fachen Menge Blei gemischt und verschmolzen. Das Silber wird im Blei gebunden.
 2) Saigerherd nach V. Biringuccios Pirotechnisa, 1540 (Kasper 1994)
2) Saigerherd nach V. Biringuccios Pirotechnisa, 1540 (Kasper 1994)
Saigern – ist das schmelztechnische Abtrennen des Bleis mit dem Silber aus der Kupfer-Blei-Legierung durch unterschiedliche Schmelztemperaturen:
Oberhalb von 326° fließt die kupferarme Silber-Bleilegierung aus. Ab 950° ist auch Kupfer dabei (Kupferblei). Die Blei-Silberlegierung wird im weiteren Schritten (das Treiben, das Silberbrennen und das Pochen und Waschen) getrennt und aufbereitet. Im Ofen bleiben „Kienstöcke“ zurück. Das ist die Hauptmenge des Kupfers mit sehr geringen Silberanteil. Durch fehlende Messgeräte war dieser Prozess damals aber sehr schwierig und oft der Silberanteil im Kupfer noch zu hoch.
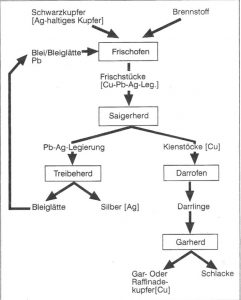 3) Schematische Darstellung der physikalischen chemischen Prozesse in der Saigerhütte (Kasper 1994)
3) Schematische Darstellung der physikalischen chemischen Prozesse in der Saigerhütte (Kasper 1994)
Darren – Die Kienstöcke werden unter starker Luftzufuhr oxidierend geglüht. Eine Schlacke aus Blei- und Kupferoxid floss dabei ab. Zurück blieben Darrlinge, ausgedörrte und weitgehend von Blei befreite Kupferstücke die mit Kupferoxid, dem Pickelschiefer, überzogen waren.
Garmachen – ist der Raffinationsprozess (Reinigung). Das spröde Garkupfer wurde durch einen Oxydationsprozeß, durch den die verbliebenen unedlen Legierungsbestandteile weitgehend entfernt wurden, fein und geschmeidig gemacht. Das betraf vor allem das enthaltene Eisen, Zink, Zinn, und Kobalt.
Kobalt macht Kupfer z.B. hart und führt es zu einer gelblichen Färbung.
Mit dem Garen war der Prozeß der Herstellung schmiedbaren Kupfers abgeschlossen.
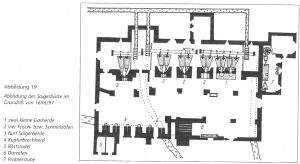 4) Saigerhütte komplett
4) Saigerhütte komplett
(Kasper 1994)
Um 1538 gab es immer noch einen sehr hohen Silberanteil (2 Lot -0,06%) im Zentner Garkupfer. Das 1790 in Betrieb genommene Amalgamierwerk in Halsbrücke ermöglichte, Silber auf kaltem Wege durch Bindung an Quecksilber zu gewinnen, ein billigeres Verfahren. Die Saigerhütte produzierte aber weiter wie bisher.
 5) Lieferungen der Saigerhütte Grünthal im
5) Lieferungen der Saigerhütte Grünthal im
16. Jahrhundert
(Kasper 1994)
1846/47 wurde das Saigern in Grünthal eingestellt.
Verarbeitung des Kupfers
In Grünthal gab es um 1560 zwei Hammerwerke.
 6) Hammerwerk (Kasper 1994)
6) Hammerwerk (Kasper 1994)
Mittels Wassergraben wurde das Wasser zu einem Wasserrad geführt, welches über eine mächtige Eichenwelle 3 Hämmer antreibt, Breithämmer zur Blechherstellung und Tiefenhammer für besonders große Kessel und Sonderanfertigungen. Ein 2. Wasserrad treibt 3 Blasebälge an.
Nach Einführung der Walzwerke ab 1847 stellte das Hammerwerk nur noch Kessel und Schalen her. Das Kupfer wurde zu dicken Tafeln gegossen, geglüht und durch einen Breitenhammer gestreckt, bis es 1 bis 17 Zoll dick war.



7), 8), 9) Althammer, Hammergerüst in Grünthal (Göksu 1992)
Weitere Kupferhämmer- hauptsächlich zur Verarbeitung von Altkupfer
– Kupferhammer an der Weißeritz
– Kupferhammer in Dresden vor dem Wilsdruffer Tor (Kupferschmied Hans Herberger aus Freiberg pachtete 1668 den Kupferhammer in Dresden vor dem Wilsdruffer Tor)
– Kupferhammer Bautzen
– Kupferhammer Neustadt an der Orla
– Kupferhammer Neustadt-Eberswalde (1532)
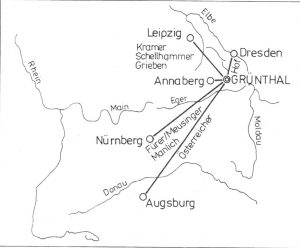
Verkauft wurden unter anderen kugelförmige Böden in Form einer Schale bis zu 2400 mm Durchmesser, runde Blasen und Kesselböden bis 2500 mm Durchmesser. Lieferungen erfolgten zuerst an das kurfürstliche Gießhaus, das Zeughaus in Dresden und die Münze, dann an die Kupferschmieden des Landes. Die verbleibenden Mengen gingen an Metallgroßhändler aus Nürnberg, Leipzig und Annaberg. Zum Beispiel an Meusinger aus Nürnberg, Heinrich Cramer, Caspar Schellhammer und Jacob Grieben aus Leipzig.




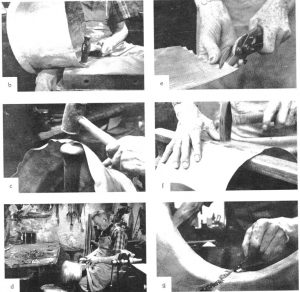
10), 11), 12), 13) Rohkessel aus dem Kupferhammer (Altmann)
Die Saigerhütte mit ihrem Kupferhammer in Grünthal war ein Hauptlieferant von Kupferblech und auch Kupferkesseln. Hauptsächlich für die kurfürstlich-sächsische Armee, aber auch durch Lieferverpflichtungen an die preußische Armee, ebenso an Kupferschmieden und Kesselmacher zur weiteren Verarbeitung. Im Jahre 1762 mußten 200 Kupferkessel an die preußische Armee geliefert werden. 1665 hatte Kurfürst Johann Georg II. den Kauf des Kupferhammers in Dresden vor dem Wilsdruffer Tor durch Oberzeug- und Baumeister Christian August Brückner veranlaßt. Er übergab ihn in die Verwaltung der Saigerhütte, die den Kupferhammer an den Kupferschmied Hans Herberger aus Freiberg verpachtete. Ab 1755 gab es einen weiteren Kupferhammer in Bautzen. 1776 in Neustadt an der Orla, an der Weißeritz um 1700. Obwohl die Preise höher waren nutzten die benachbarten Kupferschmiede die Möglichkeit zur Verarbeitung von Altkupfer, anfangs illegal, später mit einer Genehmigung.
Ein Beispiel von Lieferungen: „Weitere Empfänger im staatlichen Auftrag waren die Münze, das Gießhaus zur Anfertigung von Kanonen und die Hofschmiede zur Ausstattung der kurfürstlichen Hofhaltung. 1696 erhielt ein Kupferschmied Garkupfer im Werte von 564 fl zur Anfertigung von Kupfergeschirr, Eimern, Deckeln, Handkesseln, Handschalen, Casserolen, Kesseln, Böden, Blechen, Nagelzähnen,…“ (Kasper 1994)
Es bestanden Lieferkontrakte der Saigerhütte mit folgenden Kupferschmieden:
– Kupferschmiede Balthasar Schramm in Leipzig
– Johann Gottfried Herberger aus Freiberg ( vorher Hans Herberger um 1650),
– Adam Herberger und der Frau des Amtmannes Conradi in Dresden
– Christian Gärtner aus Leipzig (um 1660)
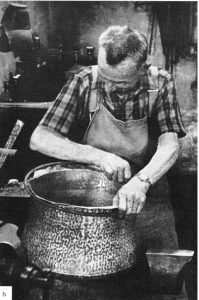
Kesselherstellung (Otto 1922)
Der Kessler stellte ausschließlich Kessel her. Kupferschmiede waren in Zünften organisiert, das hört auf ab 1791 in Frankreich, ab 1810 in Preußen und 1865 in Hamburg.
Form und Durchmesser der Kupferkessel werden hergestellt durch Poltern, Einziehen, Aufziehen, Treiben.
 14) Kesselherstellung (Otto 1922)
14) Kesselherstellung (Otto 1922)
Arbeitsgänge
Aufziehen – Darunter versteht man ein teils hohl, teils unter Auflage vorzunehmende Bearbeitung, durch welche man den Rand einer Schale hochzieht und die kurz vor einer Bahn liegenden Partie der Schale poltert. Mit einem Hammer mit rundlicher Bahn zieht man einen Ring (Räute) nach dem anderen von der Bodengröße aus bis zum Schalenrand. Dadurch härtet das Kupfer und muß von Zeit zu Zeit gleichmäßig ausgeglüht werden.
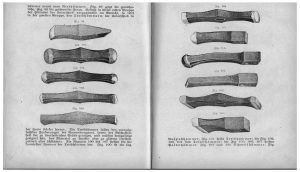 15) Niethämmer, Aufziehhämmer (Otto 1922)
15) Niethämmer, Aufziehhämmer (Otto 1922)
Poltern – ist die Bearbeitung ohne feste Unterlage (hohle Bearbeitung) ,manchmal mit einer buchenen Unterlage ,zum Ausdehnen des Kupfers von innen her mit dem Polterhammer, für Verzierungen nimmt man ein Poltereisen oder Polterhaken. Der Polterhaken/eisen wird in ein Schraubstock gespannt, und auf die Mitte des Eisens geschlagen, so daß durch die Federwirkung kleine Schlagbewegungen entstehen.
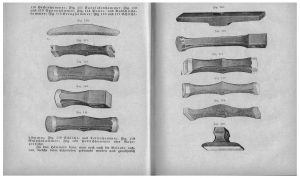
16) Hämmer (Otto 1922)
Einziehen – verwendet man, um ein Querschnitt zu verjüngen oder zu verengen. Dabei wird mit einem Holzhammer auf eine hölzernen oder eisernen Unterlage der Gegenstand hinten oder vorne angehoben und mit einem geraspelten Holzhammer eine engere Räute nach der anderen herumgezogen.
17) Hämmer (Otto 1922)
Abhämmern – Nach dem Erweitern, Einziehen, Stauchen werden die entstandenen Unebenheiten mit einem Holzhammer ausgeglichen.
Das Kupfer wird gebeizt, früher geschah dies mit Holzessig . Holzessig ist ein Anteil vom Meilerwasser, welches ein Nebenprodukt bei dem Verkohlungsprozeß zur Holzkohleherstellung ist. Später nahm man Salzsäure, Salpetersäure, Schwefelsäure.

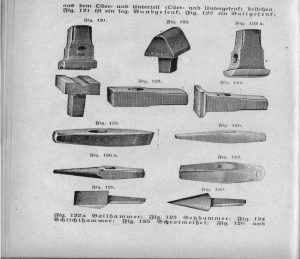
18) Ambösse (Otto 1922)
Für das Abhämmern (oder auch Schlichten) werden polierte Reihen und Krughämmer benutzt und Legeambosse, Steckambosse, Fäusten usw. diese werden ausgewählt nach der Form des zu bearbeitenden Kessels.

19) Legambösse (Otto 1922)
Das Kupfer soll gleichmäßig dicht und hart gehämmert werden, dabei soll jeder Schlag genau neben dem anderen sitzen und gleich stark ausgeführt werden. Die Hammerschläge reihen sich meist in einer steigenden Schneckenlinie aneinander.
Für das Abhämmern zieht der Kupferschmied waagerechte Hilfs-Linien im Abstand von ungefähr 100mm. Innerhalb der Linien wird der Kessel Blockweise abgehämmert.
20) Kesselherstellung (Otto 1922)
Drahteinlage einsetzen – Um eine Drahteinlage zur Versteifung einzusetzen, wird der Kesselrand nach innen gebördelt, ein Draht eingelegt und das Kupferblech von innen nach außen über den Draht gelegt bis das Kupferblech den Draht komplett einfasst. Dies Arbeit wurde mit Hilfe des Sickenhammers und Sickenstocks ausgeführt.
21) Kupferschmiede (Göksu 1992)
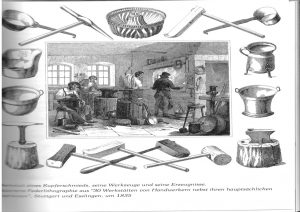
22) Kupferschmiede um 1835 (Göksu 1992)
Paukenherstellung
Für die Herstellung von Pauken sind neben dem Kupferschmied noch mehrere Handwerker wie Siebmacher (Beschläge), Pergamentmacher, Schmied/Gürtler oder Schlosser beteiligt sein.
Für die Paukenherstellung wurden Rohkessel aus den Kupferhämmern bestellt welche schon ungefähr die Maße hatten, welche der Kessel am Ende haben sollte. Paukenkessel wurden auch aus Messing und Silber hergestellt. Dabei wurde der Kessel mit verschränkter Naht gelötet (Messingkessel) gleich den Trompeten und Posaunen dieser Zeit. Eine weitere später verwendete Möglichkeit ist die überlappende Naht, für welche erst die Blechkanten dünn abgezogen werden und dann mit Nieten stabilisiert und hartgelötet werden. Anwendung fand dies z.B. bei den Trichtern. Für Kesselreparaturen wurde im 17. und 18 Jahrhundert genietet und die überlappenden Teile zusätzlich gelötet mit Zinn.
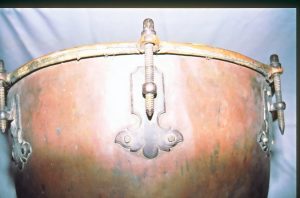
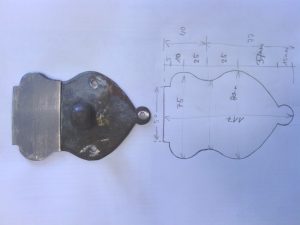
 23) Beschläge (z.B. vom Siebmacher) (Altmann)
23) Beschläge (z.B. vom Siebmacher) (Altmann)
Beschläge – Die verschiedenen Ausführungen reichten von kunstvoll geschmiedet bis zur „Massenware“ aus der Möbelproduktion. Jeder Siebmacher oder Schmied hatte seine eigene Form. Am Beschlag sind die Gewindeösen angebracht und innen vernietet oder ganz bis ins Kesselinnere durchgesteckt und verschraubt.

24) (Altmann)

25) (Altmann)

26) (Altmann)

27) (Altmann)
Die Beschläge wurden mit Kupfernieten befestigt. Anhand der Beschläge lässt sich bei schon bekannten Pauken mit gleichen Beschlägen die Herkunft bestimmen.
28) (Altmann)

29) (Altmann)
Bei den Schrauben fanden Vierkantschrauben Verwendung, zwischen 7-10 Stück pro Pauke, oft Zollgewinde mit Rundgewinde.

30) (Altmann)

31) (Altmann)

32) (Altmann)

33) (Altmann)

34) (Altmann)

35) (Altmann)

36) (Altmann)

37) (Altmann)

38) (Altmann)

39) (Altmann)
40) (Altmann)

40) (Altmann)

41) (Altmann)

42) (Altmann)
Schrauben – pro Pauke kommen zwischen 7 – 10 Vierkantschrauben zum Einsatz, meist Zollgewinde mit Rundgewinde. Das Rundgewinde hat einen geringen Wartungsaufwand. Man muß es nicht so oft reinigen und fetten, weil sich in der runden Gewindeform der Schmutz nicht so gut festsetzt. Alle Schrauben sind mit römischen Zahlen, Punkten oder anderen Zeichen markiert und einem bestimmten gleich markierten Beschlag zugeordnet. Das ist nötig, weil die Kessel meist nicht rund sind und auch die Schrauben nicht regelmäßig angeordnet sind. Ein Verdrehen des Fellreifens hat zur Folge, daß keine Schraube passt. Die Schrauben wurden mittels Drehbank bzw Drehstuhl – deren Vorläufer – hergestellt, einer Weiterentwicklung des Fiedelbohrers, vor etwa 3500 Jahren.
In der frühen Neuzeit (um 1650) erfährt die Drehbank wesentliche, aus England kommende Neuerungen: Der Kurbelantrieb verdrängt immer mehr die Wippenbewegung; Treibscheiben mit verschiedenen Durchmessern ermöglichen die jeweils richtigen Schnittgeschwindigkeiten; der bewegliche Werkzeugschlitten (Support) verbessert und erleichtert das Fertigen von Gewinden. 1710 entwickelt Christopher Polherr (Schweden) die Leitspindel; in Verbindung mit den von Henry Maudslay (England) um 1800 eingeführten Wechselrädern können nun unterschiedlichste Gewinde schnell und exakt gefertigt werden.

43 ) Schneideisen (Altmann)
Mit Schneideisen fertigt man Außengewinde, die geringeren Genauigkeitsansprüchen genügen. Meistens entstehen sie in einem Arbeitsgang. Vorläufer der Schneideisen waren gehärtete Stahlplatten mit unterschiedlichen Schneidbohrungen. Mit ihnen ließen sich Bolzengewinde bis 5 mm Durchmesser schneiden.
Fellreifen – Sie sind rund geschmiedet und meist überlappend genietet. Die Ösen haben eine Scheibenform und sind durchgesteckt und an der Innenseite vernietet.

44) (Altmann)

45) (Altmann)
Trichter – Die Pauken im 18 Jahrhundert besitzen fast alle ein Trichter am Kesselboden. Er hat die Form eines Trompeten- oder Posaunenschallstückes , ist sehr dünn aus Kupfer oder selten auch Messing.

46) (Altmann)

47) (Altmann)

48) (Altmann)

49) (Altmann)

50) (Altmann)

51) (Altmann)
 52) (Altmann)
52) (Altmann)
Die genaue Funktion des Trichters ist nicht ganz klar bewiesen. 3 Effekte sind aber zu beobachten:
1. Der Trichter bewirkt, dass der Kesselboden schwingen kann. Man kann also annehmen, dass der Klang verlängert wird oder mindestens unterstützt wird.
2. Der Trichter schwingt beim spielen mit und entwickelt ein zusätzliches schwingendes, sausendes Geräusch. Das konnte ich testen an den Pauken aus Kittlitz.
3. Es gibt Trichter mit angelöteten Zungen, welche immer mitsirren.
Felle – Die Kalbfelle werden direkt auf den Reifen gezogen und dabei an den Ösen eingeschnitten.
Schrauben, Beschläge und Fellreifen wurden immer verzinnt. Das ist nötig, weil Eisen in Zusammenspiel mit Feuchtigkeit und Kupfer schnell rostet (Opferanode).
Paukenbauer im 18. Jahrhundert
Ein Paukenbauer mit Namen J. G. Beßner um 1760 in Zittau lässt sich anhand der Pauken aus Eibau vermuten. Das aufwendig gravierte Wappen lässt darauf schließen, dass er königlicher Hoflieferant oder ähnliches war.

53) um 1760 J.G.Beßner in Zittau, Pauken in Eibau (Altmann)
Ebenfalls um 1760 in Zittau aktiv Carl Gottlieb Iorck , anhand einer Pauke in Niedercunnersdorf, Löbau.
Die Pauke ist am Boden signiert mit: „1760 Zittaviensis Carl Gottlieb Iorck“ , der vermutlich der Hersteller der Pauke ist.

54) Einzelpauke ev.-luth.St.Barbara KG Niedercunnersdorf 1760 (Altmann)

55) Paukenpaar ev.-luth KG Löbau Nikolaikirche: 1763

56) Paukenpaar ev.-luth KG Löbau Nikolaikirche: 1763 (Altmann)
Die Pauken sind signiert. Am Schalltrichterloch steht:“ FECIT ZITTAVIENSIS CARL 1763 GOTTLIEB IORCK“ und am Kesselrand die Buchstaben J.K.Z. Das Ankaufsdatum wird mit 1763 angegeben.
Auf Pauken im Bautzner Dom gibt es einen Hinweis auf den Paukenmacher Robert Brendler (1874), Reichenau, Oberschlesien (heute Bogatynia, Polen)
Im Stadtarchiv Dresden sind von 1600-1800 keine Paukenbauer zu finden, aber einige Instrumentenbauer und sehr viel Kupferschmiede. Es ist möglich, das Kupferschmiede in Eigenregie Pauken hergestellt und sich die handwerksfremden Teile zugekauft haben.
Das Selbe kann aber auch ein Siebmacher oder Pergamentmacher gemacht haben. Es ist auch denkbar, dass ein Pauker seine Instrumente herstellen lässt und die verschiedenen Gewerke beauftragt hat.
Um 1853 sind einige Pergamentmacher als Pauken- und Trommelfabrikant nachweisbar. Zum Beispiel August Temper Pergament & Trommel Fabricant Dresden.
In den Kirchen Sachsens und besonders auch der Oberlausitz sind historische Musikinstrumente in einer großen Anzahl überliefert, die auf eine reichhaltige Kirchenmusikausübung hinweisen. Im Zusammenhang mit dem Aufschwung der Leineweberei und Damastfabrikation in den Lausitzer Dörfern erfolgte vor allem im 18. Jahrhundert der Bau neuer Kirchen, die Anschaffung von Orgeln und anderen Instrumenten und damit verbunden die Gründung von Chorvereinigungen (Kantoreien), Posaunenchören sowie kirchlichen Laienorchestern. In den Chronikbüchern und Dokumenten der Oberlausitzer Kirchen finden sich aus dieser Zeit zahlreiche Eintragungen über den Ankauf und die Schenkungen von allen gebräuchlichen Orchesterinstrumenten, darunter natürlich auch Pauken.[1] Im Rahmen eines Projektes der Ständigen Konferenz Mitteldeutscher Barockmusik e.V. zur Erfassung von Musikinstrumenten in den mitteldeutschen Museen und Sammlungen wurde in Verbindung mit der Sächsischen Posaunenmission e.V. auch die in den sächsischen Kirchen überlieferten Pauken aufgenommen.[2]
Holzpauken
Eine Besonderheit sind Pauken aus Holz, welche nicht nur in sächsischen Kirchen, sondern gleichfalls in Kirchen und Klöstern Thüringens, Sachsen-Anhalts, Schlesiens, Böhmens, Österreichs und Ungarns anzutreffen sind.
Die Kessel bestehen immer aus mehreren Teilen. Für die Seitenwände gibt es zwei verschiedene Konstruktionen: Die Faßbauweise mit aneinander gefügten Dauben oder Fertigung – ähnlich einer Trommelzarge – aus dünnwandigen, gebogenen und genagelten Holzzylindern. Der Boden besteht entweder aus einem angenieteten Kupferblech, aus einer gedrechselten, gewölbten Holzscheibe oder aus verleimten Holzbrettern. Holzpauken haben ein Schallloch, aber meist keinen Schalltrichter. Teilweise ist der Kesselrand wie bei einer Trommel verstärkt. Die Beschläge, Schrauben, Fellreifen und Ständer gleichen den kupfernen Pauken. Holzpauken zeichnen sich durch ihr geringes Gewicht und einen klaren, trockenen Tones aus.
Holzpauken entstanden im 18.Jahrhundert aus Kostengründen.
Holzpauken aus der Kirche Lengefeld ohne Datierung

56) Holzpauken aus der Kirche Lengefeld , Kupferblechboden (Altmann)

57) Holzpauken aus der Kirche Lengefeld , Zarge, Schalltrichter (Altmann)
Große Pauke:
Braun gebeizte Zarge, 6 Vierkantschrauben, der Kupferblechboden ist mit der Zarge vernietet und später mit Blechen ausgebessert und genagelt, Schalltrichter aus Messing vorhanden
Kesseldurchmesser = 585mm
Kesselhöhe = 415mm
Kleine Pauke:
Aussehen wie große Pauke
Kesseldurchmesser = 575mm
Kesselhöhe = 390mm
Anmerkung: Die in den Pauken vorhandenen Schalltrichter stellen unter den hölzernen Exemplaren eine Ausnahme dar.
Paukenpaar, Erzgebirge, zwischen 1680 und 1700 Kirchgemeinde Großolbersdorf

58) Paukenpaar, der Kirchgemeinde Großolbersdorf, Erzgebirge, zw 1680 und 1700 (Altmann)

59) Paukenpaar der Kirchgemeinde Großolbersdorf, Erzgebirge, zw 1680 und 1700, Holzboden (Altmann)
Große Pauke:
Zweiteiliges Instrument, Zarge und Holzboden sind miteinander verklebt und mit vier Blechen vernietet
Kesseldurchmesser = 570 mm
Höhe = 380 mm
Kleine Pauke:
Aussehen und Maße wie große Pauke
Paukenpaar der Kirchgemeinde Pretzschendorf

60) Paukenpaar der Kirchgemeinde Pretzschendorf (Altmann)
Große Pauke:
Kessel aus Messing, vermutlich von einem Baron, kein König, Wappen mit Rüstung Helm gerahmt durch 2 Löwen…, 7 Vierkantschrauben
Kesseldurchmesser = 550 mm
Kesselhöhe mit Ständer = 410 mm
Kleine Pauke:
Aussehen wie große Pauke, jedoch nur 6 Vierkantschrauben
Kesseldurchmesser = 520 mm
Kesselhöhe mit Ständer = 405 mm
Große Messingpauke, preußisch, um 1760 (Kirchgemeinde Pretzschendorf)
Anmerkung: Im Siebenjährigen Krieg lagerte das Heer des Preußischen Königs Friedrich II. in Pretzschendorf. In der Festschrift zum 250-jährigen Bestehen wird hierzu ausgeführt:
„1762 – Zwei Jahre später wurden unsere Dörfer wieder in den Strudel der Ereignisse hineingezogen. Am 14. Mai rückten die Preußen in das von den Österreichern verlassene Freiberg ein. Am 15. Mai stieß der preußische Reitergeneral v. Seydlitz bis Pretzschendorf vor. Eine Feldwache von 50 österreichischen Kürassieren wurde bis zur Beerwalder Mühle zurückgeworfen. Am 16. Mai kam Prinz Heinrich mit dem preußischen Hauptquartier von Freiberg nach Pretzschendorf. Prinz Heinrich wohnte im Rittergut, der Reitergeneral v. Seydlitz im Pfarrhaus. Das Lager der Preußischen Truppen auf den Höhen von Pretzschendorf soll drei Meilen lang gewesen sein. Viereinhalb Monate blieben die Preußen hier. Im Sommer war ein Teil der Österreicher über Altenberg nach Teplitz abmarschiert. Als diese Truppen unerwartet bei Neuhausen über den Erzgebirgskamm zurückkamen, bedrohten sie die Preußen in der Flanke. Um nicht zwischen zwei Feuer zu geraten, befahl Prinz Heinrich den Rückzug nach Freiberg. In der Nacht zum 30. September wurde aufgebrochen. Die beiden Kesselpauken, die sich jetzt in unserer Kirche befinden, wurden bei diesem überstürzten Aufbruch in einem Bauerngut des Oberdorfes liegengelassen.“ (Heinke, 1983, S.15)
Fußnoten
[1] Ausführlichere Informationen zum sozialgeschichtlichen Hintergrund der instrumentalen Kirchenmusik in Oberlausitzer Dörfern sind zu finden bei Dorothee Rausch, Kirchenposaunen in ländlichen Gemeinden der Oberlausitz im 18. und 19. Jahrhundert (Magisterarbeit an der Technischen Universität Chemnitz), Chemnitz 2003.
[2] Listen der Erfassung von Musikinstrumenten in nichtspezialisierten Museen Sachsens, Sachsen-Anhalts und Thüringens, Manuskript „IDAMUS“, hrsg. von der Ständigen Konferenz Mitteldeutsche Barockmusik e.V. durch Christiane Rieche, Händel-Haus (in Vorbereitung). Für die Kirchen Thüringens ist ebenfalls die Überlieferung von Pauken in einer erstaunlich großen Anzahl festzustellen, die jedoch bislang noch nicht systematisch erfasst worden sind. Siehe hierzu Albrecht Lobenstein, Historische Pauken im mittleren Thüringer Becken. Ein Beitrag zur Erfassung des mobilen kirchenmusikalischen Instrumentariums, in: Aus der Arbeit des Thüringischen Landesamtes für Denkmalpflege und Archäologie. Arbeitsheft des Thüringischen Landesamtes für Denkmalpflege und Archäologie, Neue Folge 27, Altenburg 2007, S. 62 ff.
Quellennachweis
Cramer 1874 – Cramer, Hermann Beiträge zur Geschichte des Bergbaues in der Provinz Brandenburg. Drittes Heft: Der Kreis Oberbarnim Halle 1874
Göksu 1992 – Göksu, Cornelia: Vom Kupfferschidt zum Kupferschmied – 400 Jahre Kupferschmiede Handwerk in Hamburg – Ein Beruf im Wandel der Zeit Festschrift zur 400-Jahr-Feier der Innung für das Kupferschmiede-Handwerk ; den Apparate- und Rohrleitungsbau zu Hamburg von 1592 Kupferschmied Handwerk Innung Verlag, Hamburg 1992
Heinke 1983 – Heinke, Christoph: 250 Jahre Kirche zu Pretzschendorf. Festschrift o. O. 1983
Kasper 1994 – Kasper, Hanns-Heinz: Von der Saigerhütte zum Kupferhammer Grünthal 1537–1873. Aus der 450-jährigen Geschichte eines metallurgischen Betriebes in Olbernhau-Grünthal. Hrsg.: Saigerhüttenverein Olbernhau-Grünthal e. V. Olbernhau-Grünthal 1994
Otto 1922 – Otto, Carl und Petit, Waldemar: Der Kupferschmied: umfassendes Hilfs- u. Lehrbuch d. Gewinnung, Behandlung u. Verarbeitung d. Kupfers … ; mit über 400 Textabb. u. zahlr. … Tab. 5., vollst. neubearb. u. erw. Aufl. / von Waldemar Petit: Der Kupferschmied. Die Werkstatt ; Bd 1. Leipzig: Voigt 1922.
Rausch 2003 – Rausch, Dorothee: Kirchenposaunen in ländlichen Gemeinden der Oberlausitz im 18. und 19. Jahrhundert Magisterarbeit an der Technischen Universität Chemnitz Chemnitz 2003.